How it is achieved
Indentation Rolling Resistance (IRR)
Indentation Rolling Resistance (IRR)
Indentation Rolling Resistance (IRR)
The general public probably doesn’t appreciate that the greatest losses in Overland Conveyor systems comes from the interaction between the rubber and the roller. It can make up between 40-60% of the energy that needs to be supplied. Each loss is small, but there are literally hundreds of thousands of rollers in 100kms! Put simply, the rubber compresses when it passes over the roller due to the weight of the belt and the material on top of the belt and because it doesn’t decompress to its original thickness until after it leaves contact with the idler the loss occurs as the decompressing energy is unrecoverable.
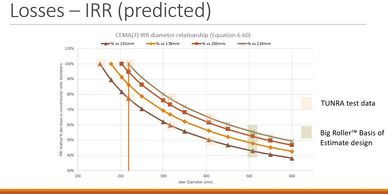
In Conveyor Equipment Manufacturers Association 7th Edition, equation 6.60, whilst simplistic in its representation, provides an insight into what the relationship between idler diameter and indentation rolling resistance may look like. (see image above). Note to the left of the line represents idler diameter sizes commercially available off the shelf (5", 6", 7" and 8") and what is not, to the right. Reduction in IRR to the right of the line is thus also extrapolated and uncertain. Most long belts in the Pilbara are either 152mm ore 178mm. A couple of heavier rated belts such as those on South Flank and international projects (Henderson) have used larger centre rolls (8" / 219mm) to capture to an extent this benefit. A simple change, such as increasing the diameter can greatly reduce the demand power.
The Big Roller™ design is a unique, in that the centre roll location (where 70-80% of the material load sits) has a span of 3.375m because it has two centre rolls and the wing rollers (which have 30-20% of the material mass, have a span of 6.75m. If the same arrangement simply used smaller rollers the indentation loss reduction would not be as great.
So what sets us apart from the current business as usual approach?
We are grateful to have had the support from Jayne OShea, TUNRA Bulk Solids and Stephan Hoette, Continental in conducting our research into the effect of roller diameter on Indentation Rolling Resistance (losses from rubber compression).
Belt Compounds
Indentation Rolling Resistance (IRR)
Indentation Rolling Resistance (IRR)
A lot of research and development has been undertaken in low rolling resistance pulley covers (the rubber that interacts with the idler) with the aim to try and recover some of the 40-60% of energy loss from indentation (IRR).
A leading belt manufacturer in the sector, Continental have a range of pulley covers that offer improved energy efficiency. These are known as Eco Series which includes Eco Plus and Eco Extreme amongst others. Eco Plus provides over 15% and Eco Extreme up to 30% reduction in energy consumption compared to other compounds. The estimated power savings are for a typical example conveyor with defined Centre to Centre pulley distance, mass flow, belt construction etc. Different conveyors would have lower or even higher saving potential. Eco Series Pulley Covers < Steelcord Conveyor Belts < Material Handling | Continental Industry (continental-industry.com)
Over the past couple of decades, very little publicly available research has been performed on understanding the other half of the relationship, i.e. what is the impact of idler diameter on energy loss and how far can the relationship be extended to achieve a techno-economic outcome.
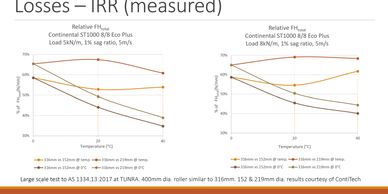
Big Roller™ and Continental set about testing the diameter relationship on an ST1000 belt construction with 8mm Eco Plus pulley cover on the large scale indentation test rig by commissioning TUNRA Bulk Solids. The above results are the relative performance for a 12” (316mm) and 16” (400mm) roller when compared to the extremes of commercially available rollers in the marketplace 5” (152mm) and 8” (219mm). As the test were only conducted only at 1% span the components of belt flexure and IRR cannot be separated within the Horizontal Force, however results are relative with belt flexure in both numerator and denominator meaning small percentage differences in IRR if it had been accounted for and excluded.
For the design basis, a good designer will err on the side of caution, hence the installed power should be considered at 0°C. It clearly shows that a significant 34% (219mm) - 42% (152mm) reduction of energy loss (at 0°C) can be gained from simply increasing the roller diameter to 316mm. Remember, this test result is using the energy efficient belt compounds which can also do up to 30% improvement against normal compounds!
The keen reader will note that the 400mm diameter results are not shown graphically. This is because the IRR energy reduction asymptotes, meaning there is negligible difference between a 12” and 16” roller at these loads, belt sag, belt velocities, and belt construction. However, this may not be the case for all designs and specific testing regimes are required for each installation to determine the magnitude of benefit achievable.
Seal and Bearing Drag Losses
Indentation Rolling Resistance (IRR)
Seal and Bearing Drag Losses
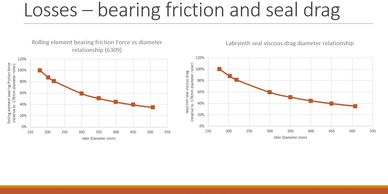
Nominally 5-10% of the energy losses in overland conveying is through Rim drag, made up of bearing seal drag (both lip and labyrinth) and bearing friction. A larger roller diameter will provide a further reduction in power consumption, if the seal design and bearing size remain constant. The above charts represent a conventional 178mm seal design using a 6309 sized ball bearing assuming various roller shell diameters.
How can an increased idler span and thus greater load have the same bearing size you ask? Because the SKF L10 bearing life calculations are derived from both load and rotational speed, with larger rollers having lower angular velocities at the same belt speed. A designer will typically specify a bearing life of 65,000 to 75,000 hours (or between 10-12 years design life with a probability of failure of <10%). Using a 178mm diameter roller for the centre roll will require a 6311 ball bearing and possibly a 6312 depending on belt velocity due to the higher rotational speeds, however a 20" (508mm) diameter roller is able to utilise a 6309 ball bearing comfortably in the belt velocity ranges due to slower speed of rotation.
The use of a wider idler span (spacing between idlers) offers many significant advantages. Using 8 carry rollers in a 13.5m long ground module, compared with 18 for an equivalent conveyor using conventional designs. In a large conveyor, say 13.5kms long, equates to 10,000 less rollers.
In addition to the above reduction in relative drag losses per roller for the same bearing size, if each roller is allowed to have a Rim drag of approximately 4N / idler then that equates to 40,000N less Rim Drag or in other terms, 40kN of belt tension that is not required. For context we expect reductions in idler drag of approximately 65%.
#energyefficientconveying
When reduced IRR and Rim Drag losses are considered, this means the designer can either increase the Factor Of Safety (FOS) on the belt splice or maintain the FOS and reduce the ST rating of the belt. It can make the difference between ST4000 and ST3150, commonly seen ST ratings on Pilbara overland conveyors.

Futher Research
We are always intersted in helping designers validate their assumptions and reduce conservatism within their designs. We also assist purchasing departments understand what sets belt manufacturers appart. Please reach out and let us assist you to determine the specific testing required for your situation.